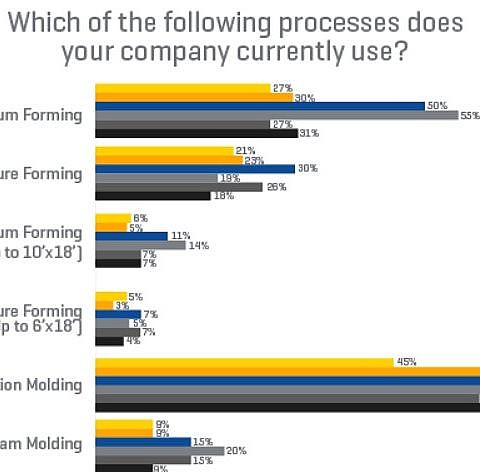
Plastics Industry Pulse: Process Popularity
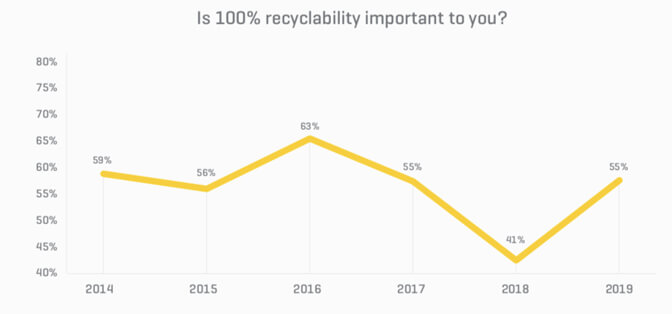
Plastics Industry Pulse: Recyclability & Overall Trends
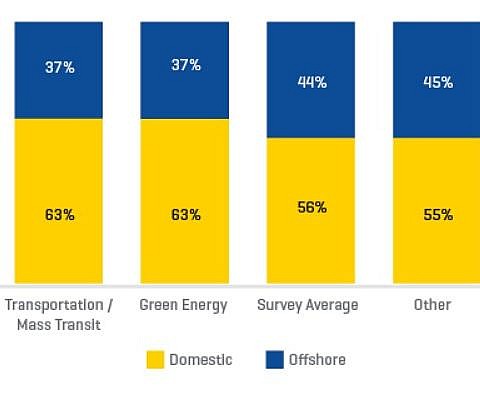
Plastics Industry Pulse: Offshore Plastics Trends
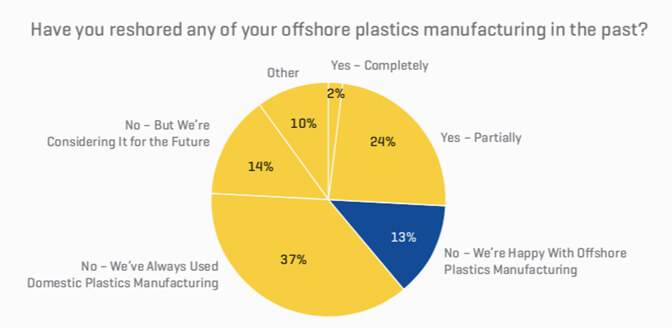
Plastics Industry Pulse: Offshore Manufacturing

MD&M West 2020

Advancing Cancer Diagnostics and Improving Patient Lives with Thermoforming
Ray Products at D2P Pasadena
